- Главная
- Оборудование
- Инжекционно-выдувные машины
- Инжекционно-выдувные машины

Инжекционно-выдувные машины объединяют в себе сразу несколько процессов - литье преформы с резьбовой частью и последующий выдув, где формируется готовый флакон. 100% сырья идет на производство готовой продукции. Такой тип машин позволяет производить флаконы объемом от 1мл до 1000мл. Для производства могут применяться следующие материалы : PE, PP, PS, SAN, EVA, COC, PEEK, TPU, PETG, PET и т.д.

Инжекционно-выдувные машины объединяют в себе сразу несколько процессов - литье преформы с резьбовой частью и последующий выдув, где формируется готовый флакон, бутылка или банка. В связи с тем, что формирование преформы происходит литьем под давлением, достигается высокая точность производства резьбы и это гарантирует очень хорошие показатели по герметичности. Важно и то, что при литье преформ обеспечивается их точный вес, что позволяет производить готовую продукцию стабильно высокого качества, а в сравнении с экструзионно-выдувными машинами удается существенно экономить на сырье без потери качества. Инжекционно-выдувные машины позволяют производить флаконы объемом от 1мл до 1000мл. Для производства могут применяться следующие материалы : PE, PP, PS, SAN, EVA, COC, PEEK, TPU, PETG, PET и другие.
Производственный процесс инжекционно-выдувной машины:
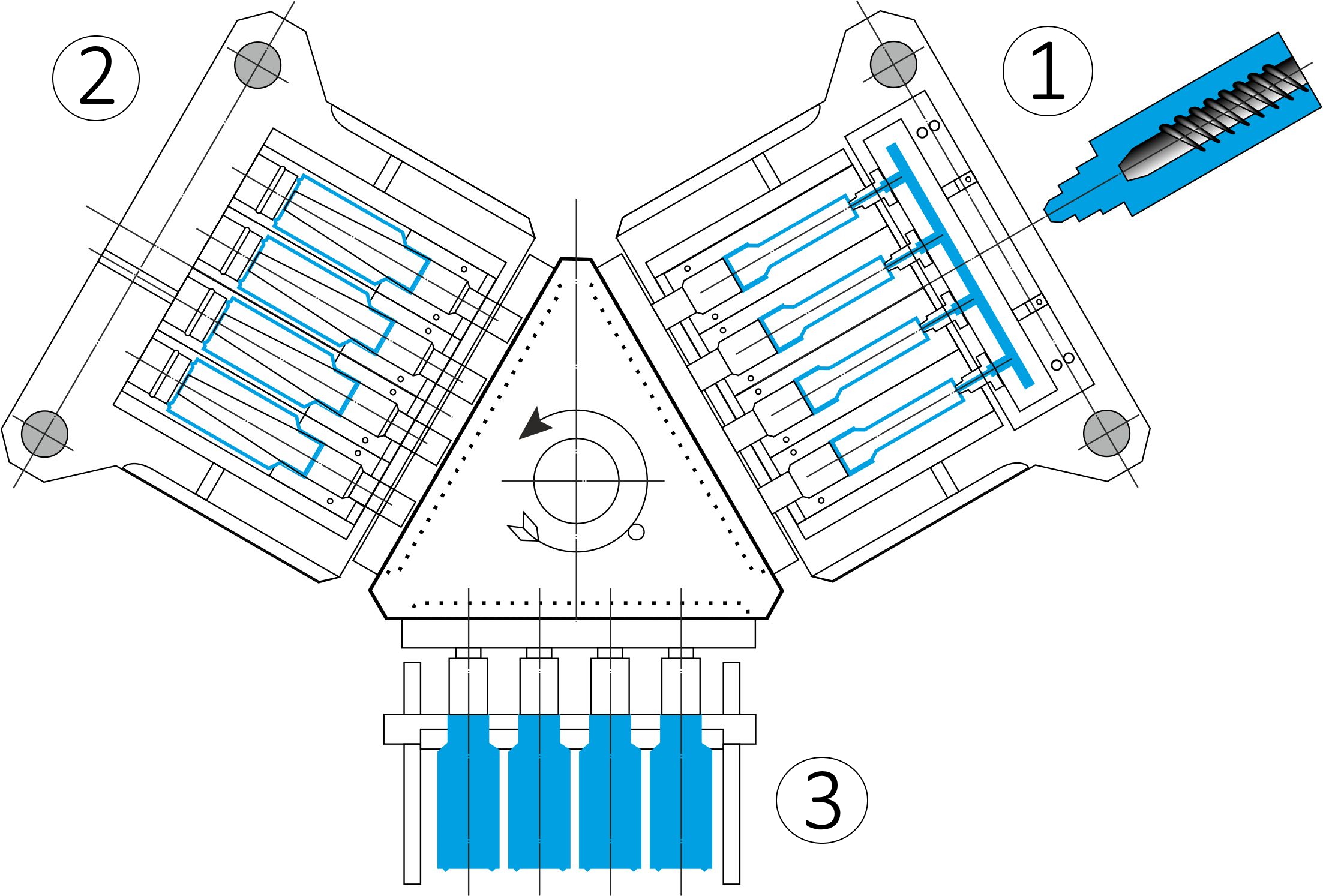
Стадия 1. На данном этапе производится литье заготовки будущего флакона - преформы. На данном этапе формируется горлышко флакона и его резьба. Преформа поддерживается горчей для выдува на следующей стадии.
Стадия 2. На данном этапе из сформированных горячих преформ выдуваются флаконы, в форме происходит охлаждение готового изделия.
Стадия 3. На данном этапе происходит извлечение готовых флаконов. Роботизированный кронштейн осуществляет захват и установку флаконов на транспортерную ленту.
Технические характеристики
| MSZ25 | MSZ30 | MSZ40 | MSZ45 | MSZ50H | MSZ60S | MSZ70 | MSZ95 | MSZ135 | MSZ40L | MSZ60L | |
| Диаметр шнека, мм | 35 | 40 | 45 | 45 | 45 | 45 | 50 | 50 | 55 | 50 | 55 | 60 | 65 | 70 | 75 | 35 | 50 |
| Длина шнека, L/D | 22:1 | 23:1 | 23:1 | 23:1 | 23:1 | 23:1 | 23:1 | 23:1 | 23:1 | 30:1 | 30:1 |
| Объем впрыска, см3 | 154 | 200|254 | 254 | 254 | 254|314 | 314|380 | 314|380 | 565|660 | 1077|1236 | 60 | 120 |
| Вес впрыска (HDPE), г. | 146 | 190|241 | 241 | 241 | 241|298 | 298|360 | 298|360 | 235|625 | 1020|1170 | ||
| Обороты шнека | 10-225 | 10-225 | 10-235 | 10-235 | 10-235 | 10-235 | 10-235 | 10-235 | 10-235 | 10-210 | 10-210 |
| Мощность нагрева | 6.56 | 8.3 | 10 | 10 | 10 | 10.8 | 10.8 | 12.6 | 15 | 9 | 10.8 |
| Кол-во зон | 4+N | 3+N | 3+N | 4+N | 4+N | 3+N | 3+N | 3+N | 3+N | 6+N | 7+N |
| Система смыкания | |||||||||||
| Усилие смыкания (литье) kN | 280 | 292 | 400 | 452 | 500 | 650 | 750 | 931 | 1344 | 452 | 575 |
| Усилие смыкания (выдув) kN | 43.6 | 46.7 | 89 | 75.4 | 89 | 89 | 89 | 176 | 235 | 75.4 | 89 |
| Ход раскрытия плит, мм | 120 | 120 | 120 | 130 | 130 | 140 | 140 | 140 | 155 | 140 | 140 |
| Ход ротационного стола, мм | 65 | 65 | 65 | 65 | 70 | 70 | 70 | 75 | 75 | 70 | 70 |
| Max размеры плит, мм | 300×240 | 400×270 | 480×390 | 560×390 | 560×390 | 740×390 | 800×390 | 900×480 | 1400×500 | 560×390 | 740×390 |
| Min высота формы, мм | 180 | 180 | 240 | 240 | 240 | 280 | 280 | 280 | 280 | 240 | 280 |
| Мощность нагрева формы | 2.5 | 3 | 3.6 | 3.6 | 3.6 | 6 | 6 | 8 | 10 | 3.6 | 6 |
| Система извлечения готовых изделий | |||||||||||
| Полезный ход, мм | 200 | 220 | 200 | 220 | 270 | 220 | 270 | 240 | 260 | 220 | 220 |
| Время сухого цикла, с | 4 | 3.5 | 4 | 3 | 3.5 | 3.5 | 3.5 | 4 | 4.5 | 3 | 4 |
| Определяющие критерии для производимых изделий | |||||||||||
| Объем флакона, мл | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 | 5-800 |
| Max высота флакона, мм | ≤170 | ≤190 | ≤200 | ≤200 | ≤200 | ≤200 | ≤200 | ≤220 | ≤220 | ≤220 | ≤220 |
| Max диаметр флакона, мм | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 |
| Прочие параметры оборудования | |||||||||||
| Давление сж. воздуха, Мра | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Оборотная вода, м3/час | 3 | 3 | 4 | 4 | 4 | 5 | 5 | 6 | 6 | 4 | 5 |
| Общая мощность, кВт | 24.06 | 26.3 | 35.6 | 35.6 | 35.6 | 46.8 | 46.8 | 71.1 | 85 | 34.6 | 46.8 |
| Габариты (Д×Ш×В), м | 3.1×1.1×2.2 | 3.6×1.3×2.3 | 4×1.4×2.5 | 4×1.4×2.5 | 4.1×1.4×2.5 | 4.3×1.7×2.5 | 4×1.7×2.5 | 4.5×2.1×2.7 | 6×2.5×2.6 | 2.8×1.3×2.6 | 3×1.4×2.7 |
| Вес, т | 3.3 | 4 | 4 | 5 | 5.7 | 8.6 | 9 | 12 | 15 | 5.2 | 7.8 |













































{kind=link}